Заваривање ултразвучне пластике, пластике, метала, полимерних материјала, алуминијумских профила. Ултразвучно заваривање: технологија, штетни фактори
Ултразвучно заваривање метала је аПроцес у којем се добија јединствено једињење у чврстој фази. Формирање малолетних места (у којима се формирају везе) и контакт између њих долази под утицајем специјалног алата. Обезбеђује заједничку акцију релативно променљивих тангенцијалних померања мале амплитуде и тлачне нормалне силе на радним комадима. Да детаљно размотримо шта је техника ултразвучног заваривања.
Механизам повезивања
Између ниске амплитудне смене се јављајуделови са ултразвучном фреквенцијом. Захваљујући њима, микрорезост на површини делова пролази кроз пластичну деформацију. Истовремено, загађење се евакуише из зоне везе. Ултразвучне механичке вибрације се преносе на место заваривања од алата са спољашње стране радног предмета. Целокупни процес је организован на такав начин како би се избјегло клизање уређаја и подршка на површинама дијелова. Током проласка осцилација кроз предформе, енергија се распршује. Ово се обезбеђује спољним трењем између површина у почетној фази заваривања и унутрашњег трења у материјалу који се налази између носача и алата након формирања подручја подешавања. У вези, температура расте, што олакшава деформацију.
Специфично понашање материјала
Тангенцијални покрети између дијелова иСтресови који су узроковани од њих и делују заједно са компресијом из силе заваривања обезбеђују локализацију интензивне пластичне деформације у малим количинама у слојевима у близини. Читав процес прати дробљење и механичка евакуација оксидних филмова и других загађивача. Ултразвучни завар даје смањење тачке приноса, чиме се олакшава пластична деформација.

Процесне карактеристике
Ултразвучно заваривање промовише формирањенеопходни услови за повезивање. Ово је омогућено механичким осцилацијама претварача. Због енергије вибрација створени су сложени напони силе, компресије и напетости. Пластична деформација се јавља када су прекорачене границе еластичности материјала. Добијање снажне везе омогућено је повећањем површине директног контакта након евакуације површинских оксида, органских и адсорбованих филмова.
Примена САД
Ултразвук се широко користи у научном пољу. Уз помоћ, научници истражују низ физичких особина супстанци и феномена. У индустрији, ултразвук се користи за одмашћивање и чишћење производа, радећи са тврдим радним материјалима. Поред тога, осцилације позитивно утичу на таложење кристализације. Ултразвук омогућава њихово дегазирање и млевење зрна, повећавајући механичке особине ливеног материјала. Вибрације доприносе уклањању резидуалних напона. Такође се широко користе за повећање брзине спорохих хемијских реакција. Ултразвучно заваривање се може користити у различите сврхе. Осцилације могу бити извор енергије за формирање прикључака шавова и тачке. Када се ултразвук наноси на заваривачку купку током кристализације, механичке особине споја побољшавају се млевењем структуре заједничког и интензивног уклањања гасова. Због чињенице да вибрације активно уклањају нечистоће, вештачке и природне фолије, могуће је повезати делове, са оксидованим, лакираним и сл. Површинама. Ултразвук помаже у смањивању или елиминацији сопствених стресова који се јављају приликом заваривања. Због вибрација, могуће је стабилизовати структуру једињења. Ово, заузврат, помаже у спрјечавању могућности спонтане деформације објеката након тога. Ултразвучно заваривање је недавно постало широко коришћено. Ово је последица недвосмислених предности овог начина повезивања у односу на хладне и контактне методе. Посебно често, ултразвучне вибрације се користе у микроелектроници.

Снага ултразвука
Ултразвучно заваривање пластике обезбеђујесве-у-једном везу због комбинованог ефекта механичких вибрација високе фреквенције и релативно мале притисне силе. Ова метода има много заједничког са хладним путем. Снага ултразвука која се може пренети кроз медијум зависиће од физичких својстава другог. Ако су прекорачене границе снаге у зонама компресије, чврсти материјал ће се срушити. У сличним ситуацијама, кавитација се јавља у течностима, праћена појавом малих мехурића и њиховим каснијим ударањем. Заједно са последњим процесом јављају се локални притисци. Овај феномен се користи у чишћењу и преради производа.
Уређаји уређаја
Ултразвучно заваривање пластике врши се помоћу специјалних машина. Постоје слиједећи чворови:
- Напајање.
- Вибрациони механички систем.
- Контролна опрема.
- Притисак.
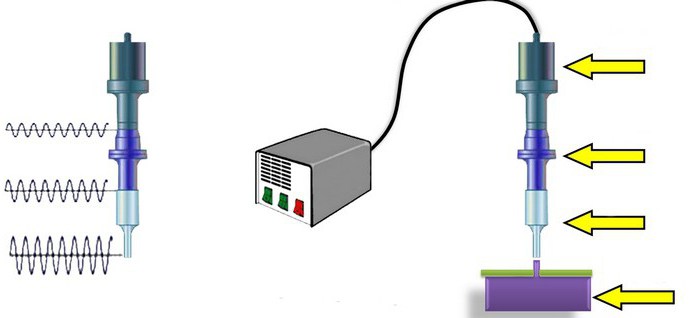
Користи се осцилаторни системпретварајући електричну енергију у механичку за његов накнадни пренос на место повезивања, концентришући га и добивши потребну величину брзине радијатора. У овом чвору постоје:
- Електромеханички претварач са навојем. Затвара се у металном кућишту и охлади водом.
- Трансформатор еластичних осцилација.
- Савет за заваривање.
- Подршка са механизмом притиска.
Систем је фиксиран помоћуотвора. Радијација ултразвука се јавља само у време заваривања. Процес се одвија под утицајем вибрација, притиска под правим углом на површину и термичког ефекта.

Карактеристике методе
Ултразвучно заваривање је најефикасније запластичне сировине. Производи од бакра, никла, злата, сребра, итд. Могу се комбиновати једни са другима, као и са другим производима ниске пластике. Са повећањем тврдоће, заварљивост ултразвуком се погоршава. Ватростални производи од волфрама, ниобијума, цирконија, тантала и молибдена ефикасно се комбинују уз помоћ ултразвучног тестирања. Ултразвучно заваривање полимера сматра се релативно новом методом. Такви производи такође могу бити повезани једни са другима, као и са другим чврстим деловима. Што се тиче метала, може се комбиновати са стаклом, полупроводницима, керамиком. Такође можете повезати обрађене предмете кроз међуслој. На пример, челични производи се заварују заједно алуминијумском пластиком. Због кратког боравка на повишеној температури добија се високо квалитетно једињење различитих производа. Особине сировина пролазе кроз мање промјене. Одсуство страних нечистоћа је једна од предности које има ултразвучно заваривање. Штетни фактори за људе такође су одсутни. У комбинацији се стварају повољни хигијенски услови. Везе производа се разликују у хемијској хомогености.
Функције везе
Заваривање метала врши се, по правилу,лаппинг ваи. Ово додаје другачије елементе дизајна. Заваривање се може вршити по тачкама (један или више), континуалним спојем или у затвореном кругу. У неким случајевима, када се завршетак обраде обрађује из жице, она је повезана са авионом. Могуће је извршити ултразвучно заваривање више материјала истовремено (паковањем).

Дебљина делова
Ограничена је горња граница. Када се повећава дебљина металне површине, неопходно је применити осцилације са већом амплитудом. Ово ће надокнадити губитак енергије. Повишење амплитуде, заузврат, је могуће до одређене границе. Ограничења су повезана са вјероватноћом појављивања пукотина замора, великих удубљења из алата. У таквим случајевима треба проценити како је одговарајуће ултразвучно заваривање. У пракси, метода се користи за дебљину производа од 3 ... 4 μм до 05 ... 1 мм. Заваривање се такође може користити за делове пречника 0.01 ... 05 мм. Дебљина другог производа може бити много већа од прве.
Могући проблеми
Приликом примене методе ултразвучног заваривањапотребно је узети у обзир вероватноћу уништавања замора постојећих једињења у производима. Током процеса, радни комади се могу ротирати релативно једни према другима. Као што је већ наведено, удубљења остају на површини материјала од алата. Сама направа карактерише ограничен радни век, што је последица ерозије његовог радног авиона. У одређеним тачкама, материјал производа заварен је на алат. Ово доводи до хабања на уређају. Поправку опреме прате бројне потешкоће. Они су повезани са чињеницом да сам инструмент делује као елемент интегралног, јединственог дизајна чвора, чије се конфигурација и димензије израчунавају тачно на радној фреквенцији.
Припрема производа и параметара режима
Пре обављања ултразвучног заваривањаНе захтевају никакве сложене мере са површином делова. Ако је потребно, могуће је побољшати стабилност квалитета везе. У ту сврху препоручује се само одмашћивање производа са растварачем. За повезивање дуктилних метала, циклус са кашњењем импулса у односу на тренутак лансирања ултразвука сматра се оптималним. Са релативно високом тврдоћошћу производа, препоручљиво је сачекати мало загревање пре укључивања ултразвука.

Дијаграми заваривања
Постоји неколико. Флов цхартс ултразвучни апарати за заваривање разликују у љуљашке карактера. Могу бити торзиона, савијања, уздужна. Такође, разликују спој зависно од просторног положаја уређаја у односу на површину радног комада, као метод преношења силе оптерећења на структурних карактеристика члана производа и подршку. За обликовање, реализацијама савијања и лонгитудинално вибрације конца и користе тачке везивања. Ултразвучни ефекат се може комбиновати са локалним импулсним загревањем делова из одвојеног извора топлоте. У овом случају можете остварити низ предности. Пре свега, можете смањити амплитуду осцилације, као и снагу и време њиховог доношења. Енергетски Својства топлоте импулса и периода преклапања са ултразвучним делују као додатних параметара процеса.
Термални ефекат
Ултразвучно заваривање прати повећањетемпература на месту повезивања. Појава топлоте изазвало појаву трења контактирања површине производа, као пластичне деформације. Они су, у ствари, у пратњи формирања завареног споја. Температура на контактној локацији зависиће од параметара чврстоће. Најважнији је степен тврдоће материјала. Осим тога, велики значај тхермопхисицал пропертиес: топлотна проводљивост и топлотни капацитет. Одабрани начин заваривања утиче на ниво температуре. Као пракса показује, појављује топлотни ефекат не делује као одлучујући услов. То је зато што максимална јачина се постиже у производе једињења пред температура порасте до нивоа прага. Смањити трајање преноса ултразвучног вибрација може да се претходно загрејаној спровођење делова. Ово ће такође побољшати снагу зглоба.

Закључак
Тренутно је ултразвучно заваривањеНеке индустрије су неопходан начин спајања делова. Ова метода је посебно распрострањена у микроелектроници. САД вам омогућује повезивање различитих пластичних и чврстих материјала. Данас се активно врши научни рад за побољшање алата и технологија за заваривање.
</ п>