Шта је хладни калуп?
Калуп је калуп за поновно пуњењеметал. Може бити или одвојиво (састоји се од два дела), а не (хладноће). Ливење у хладном стању има неколико предности у односу на љуштење, али постоје недостаци, на пример, ливење ливења захтијева додатну топлотну обраду.
Предности
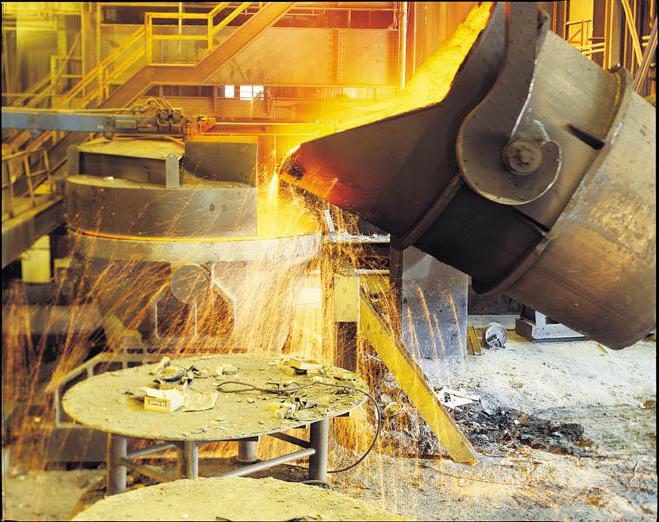
Током лијевања,интензиван пренос топлоте од стакленог метала до хладног калупа. Ово резултира већом густином, бољим механичким својствима метала, већом прецизношћу, бољом структуром и мањом храпавости у поређењу са одливцима направљеним од пијесних калупа.

Процес убацивања у хладне калупе се такође разликује у томеМетални калуп (калуп калуп) се може користити више пута. Израђен је од материјала високе чврстоће, због чега се радна површина калупа врши прецизније. Ово повећава квалитет површине одливака, а због високе топлотне проводности ливења, одливци брзо учвршћују.
Друга предност коришћењу цхилл ливење пешчаним калупима - нижи степен даљег механичку обраду одливака, што смањује потрошњу материјала у ливењем.
Здравље и екологија
Ливење у калупу 2-3 пута се повећавапродуктивност рада, након свега оваквих радно интензивних операција као припрема смеше, чишћење и обликовање производа су искључени из процеса. Пошто се производна подручја смањују, трошкови поправке и изградње нових радионица постају знатно мањи.
Од процеса многи штетни заздравствене радње, као што су избацивање калупа, чишћење одливака и пањева. Ово доприноси не само побољшању услова производње, већ и смањењу загађења животне средине.
Недостаци
Производња хладних калупа је прилично скупазбог лабараторности самог процеса. Уколико постоје поткопови у одливцима, трошак хладњака повећава се због потребе за сложенијом конструкцијом: користе се уметци, металне шипке за једнократну употребу и сплит.
Живот калупа је одређен бројемодливци добре квалитете, који се могу добити у њему. Издржљивост калупа одређује економску изводљивост процеса, посебно у процесу ливења челика и ливеног гвожђа. Повећање живота калупа један је од главних технолошких задатака у овој сфери производње.
Због брзог хлађења и згушњавања талинекомпликована припрема дугих танких производа на цхилл ливење. То такође доводи до чињенице да одливци од ливеног гвожђа набављају тврда, избељена слоја. Формирају поводљив, то може довести до напрезања и пукотине у одливака. Када се користи расположиви песак језгра смањена прецизне одливке повећава храпавост површине на месту са контактом штап.

Квалитет одливака
Ливење и калуп интерагирају са високимефикасност. Ливење учвршћује и хлади у облику песка је много дуже него у калуп, међутим, заузетост на песка калуп је обично боље, што више тежак процес производње од језа ливење одливака од не-тече легуре, а доприноси ограничавање параметар као што су величина ливења и минималне дебљине зид. алуминијум језа ливење (и бакра и других обојених метала) је најпопуларнија у Русији.
Међутим, као резултат брзог хлађења,добијате непорозну, фино зрнасту структуру, која повећава не само снагу, већ и пластичност произведеног ливења. У производњи производи израђени од гвожђа ливеног низ проблема: због посебног кристализације у одливака могу формирати карбида, ферит-графита еутектик. Ово смањује жилавост и отпорност на хабање од ливеног гвожђа. Бељени површински слој у таквим одливака је врло тешко, тако да су производи су погодни за сечење тек након третмана топлотом (жарења), која елиминише хладноћу.
Структура форми
Калуп калупа је, по правилу, два пола калупапричвршћите браве (затичи), а непосредно пре сипања стаљеног метала, калупи се причвршћују бравама. Добитци хране храњење кроз тзв. Удубљења и вентилационе чепове. Металне форме без функције конектора називају се калупи.
Пре пуњења, радитиПовршина калупа се третира слојем материјала који штити хладноћу од топлотног удара од наглог повећања температуре. Ова мјера такође спречава лијевање са калупом.
Челик и ливено гвожђе
Одлази од челика и ливеног гвожђакоришћењем прашњавог кварца, графита, течног стакла и ватросталне глине као ватросталног премаза. Пре преливања, хладно средство мора бити загрејано на одређену температуру, што зависи од дебљине зидова ливења и коришћене легуре.
Главни захтев који мора бити испуњенМатеријал од мртваца је отпорност на топлотне ударце, што је неизбежно приликом преливања стаљеног метала. За производњу калупа користите сиво ливено гвожђе, ливеног гвожђа високе чврстоће, конструкцијског, угљеничног и легираног челика, као и бакра и легура алуминијума.

Обложени хладни калуп
Ово је врста технологије у којој се комбинујуЊегове предности плашта и трајно калупима и мане оба метода су поравнати. Ова технологија се одликује не само жилавост лома али и савитљивост која омогућава да се произведе високо-прецизно ливење, и када се упореди са плашта ињекције, скупи трошкови обликовање материјала су минимални.
Обрађена метална плоча произведена јепопуњавањем простора између модела ливења метала и унутрашње површине калупа. Најчешће се користе методе пуцања и поплаве. За попуњавање таке санд-смола, где је спојни елемент је фенол формалдехид смоле (2-2.6%) и Метенамин (око 10% тежинских), а само-отврдњавања (везива - водено стакло) и керамике композиције (везивања - етил силикат). Модел дие и ливење има температуру од 200 степени, топлота преноси мешавина која стврдне и формира облагање лејер дебљине 3-5 мм. Конвенционални или љуске језгра се користе за обављање шупљине у одливака.

Процес цастинга
Калуп калуп, превучен слојем ватросталног материјала,Загријава се. Радна температура треба да буде најмање две стотине степени, али не зависи само од легуре која се користи за ливење, већ и од величине ливења, дебљине зидова и карактеристика које се захтевају од њега. После загревања у калупу могуће је поставити шипке, керамику или песак, ако је ово, наравно, потребно планом ливења, а онда су полови калупи спојени и чврсто закључани специјалним стезаљкама. Ако се ливење одвија у машини за хладјење, онда се користи сопствени механизам закључавања. Након ових препарата, растопљени метал се може сипати у калуп.
Када је лијевање већ стекло мало снаге,Из ње се могу делимично извући металне шипке. Ово накнадно олакшава коначно извлачење шипки од одливака услед смањеног притиска на њих од чврстоће метала.
Након што се ливење охлади до потребногтемпература, хладноће се може отворити. У овој фази, металне шипке се издвајају, а одливци се извлаче из калупа. Пешчане штапи су исцртани, одузети су добици, шпури и капије, а провјерава се квалитет производа, након чега се цијели процес може поновити.

Пре него што пажљиво направите ново лијевањеИспитана је равница конектора и површина матрице. Ватростални састав се примењује једном или два пута по сменама, али у случају одвајања са радне површине, потребно је вратити слој.
Охлади се мора вратити на радтемпературе, јер хлади у време док цаст је уклоњена. Ако је производ танкозид, калуп се снажно охлади; ако је произведен ливења био довољно масивна, цхилл калуп може загрејати изнад радној температури, а затим је коришћен специјално обезбеђен за расхладни систем, тако да пре него што следећи облик ливења ће у сваком случају охлади.
Лијевање у хладу не укључује никакве сложенедугорочне акције, искључујући процес хлађења ливења на жељену температуру. Већина операција може се вршити машинама у аутоматском редоследу, што је једна од важних предности метода, али главна ствар је да калуп за калуп није једнократни облик.
</ п>




